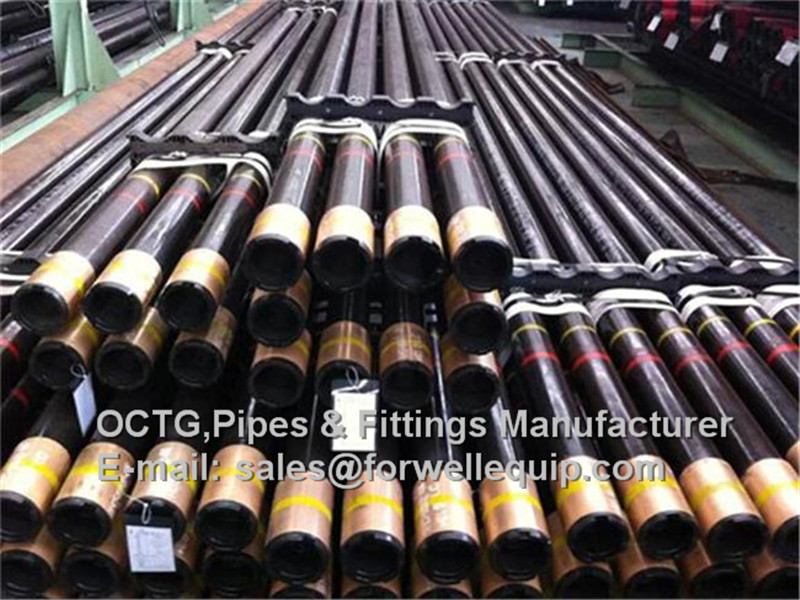
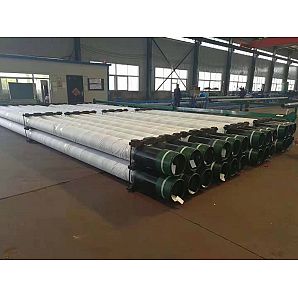
Slotted liner 4-1/2" 12.6ppf tubing L80 API5CT
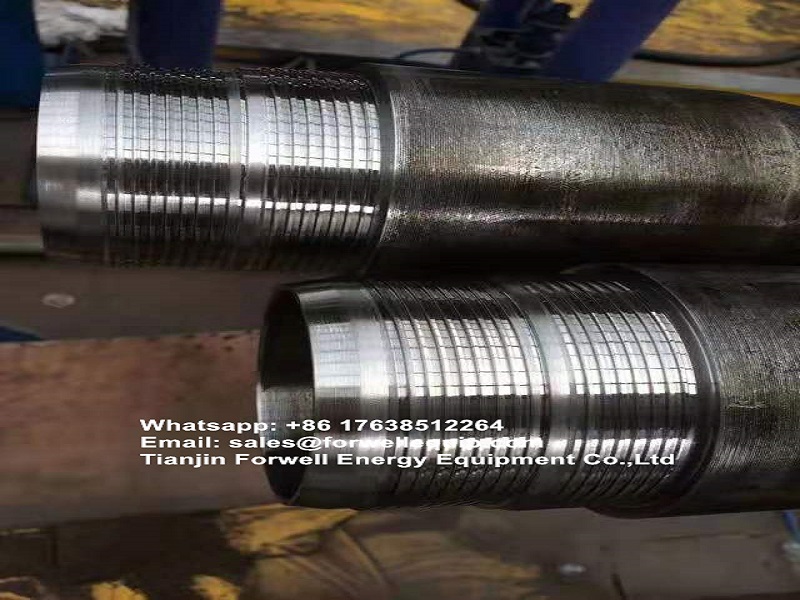
At present, the processing methods of drilling the hole gap of oil screen pipe mainly include the milling method using sheet milling cutter and the grinding method using sheet grinding wheel. Although these two methods are more common processing methods used in screen pipe processing, due to the limitations of milling and grinding amount and the strength constraints of sheet milling cutter and sheet grinding wheel, the processing efficiency is not low, And the small gaps cut are more than 0.35 ± 0.05 mm.
The processing of perforated oil screen pipe is to cut hundreds of longitudinal gaps on the steel pipe body with high strength by means of cold processing or hot processing. The common gap specifications range from 0.15-3mm wide or wider, and the gap length is 50-200mm. There are many kinds of cross sections: rectangular, trapezoidal, special shape, etc. there are also round hole screen tubes, and the hole diameter specification range is 5-20mm. The aperture cutting quality of slotted screen tube mainly depends on the accuracy of aperture width, the regularity of aperture section shape, the smoothness of aperture edge and the corrosion resistance of aperture.